







Best verkochte producten
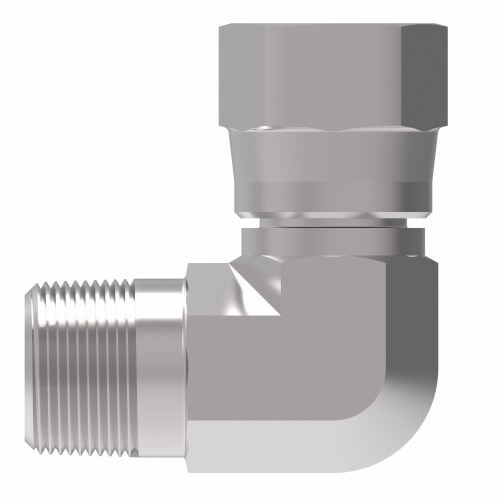
Aeroquip® Adapter 1-1/2 JIC Fem-Sw. > Comp.90° > 1-1/2 NPT Male ST-DK™
AQ-SC.FJ24.BC.MP24.S.DU Bekijk product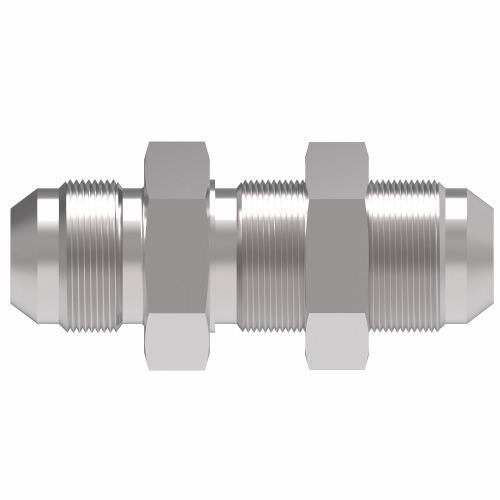
Aeroquip® Adapter 1-1/2 JIC Male > Bulkh.0° > 1-1/2 JIC Male ST-DK™
AQ-SC.MJ24.ZB.MJ24.S.DU Bekijk product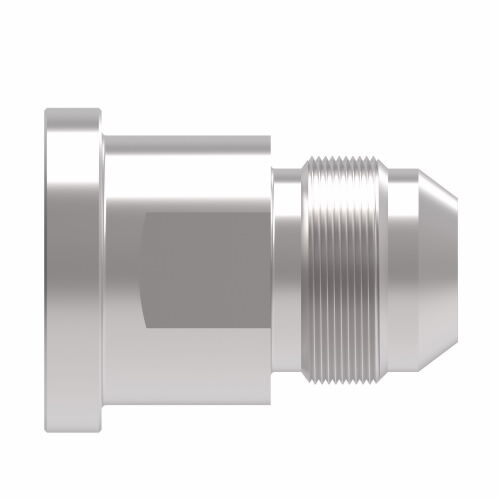
Aeroquip® Adapter 1-1/2 JIC Male > 0° > 1-1/2 Code 62 Flange ST-DK™
AQ-SC.MJ24.Z.FH24.S.DU Bekijk product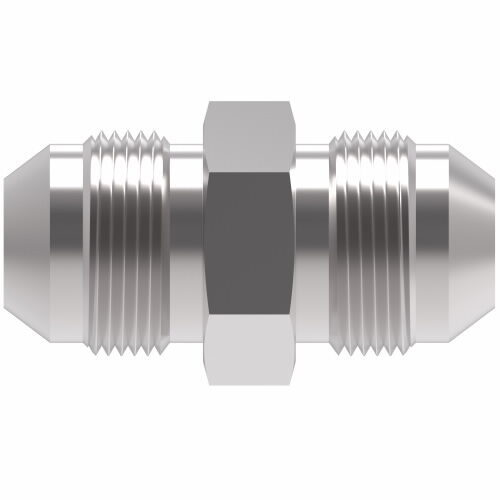
Aeroquip® Adapter 1-1/2 JIC Male > 0° > 1-1/2 JIC Male ST-DK™
AQ-SC.MJ24.Z.MJ24.S.DU Bekijk product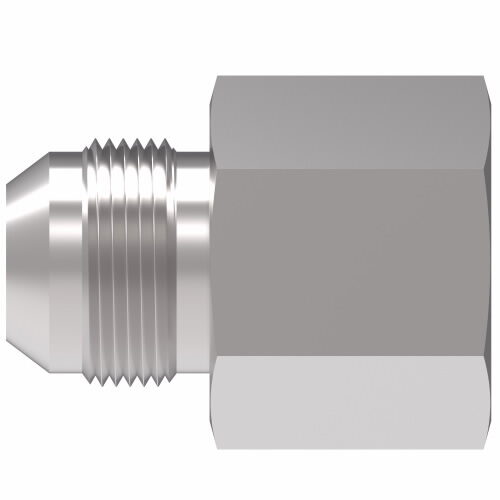
Aeroquip® Adapter 1-1/2 JIC Male > 0° > 1-1/2 NPT Female ST-DK™
AQ-SC.MJ24.Z.FP24.S.DU Bekijk product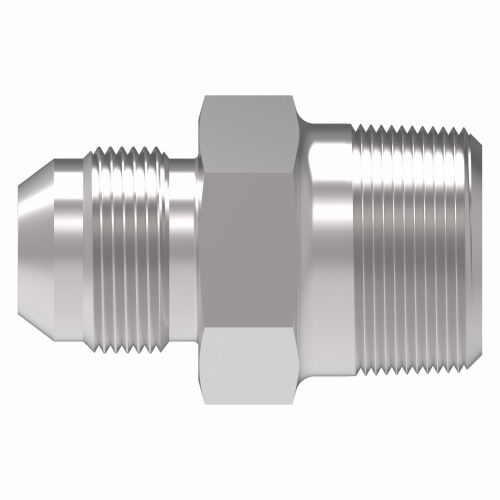
Aeroquip® Adapter 1-1/2 JIC Male > 0° > 1-1/2 NPT Male ST-DK™
AQ-SC.MJ24.Z.MP24.S.DU Bekijk product
Aeroquip® Adapter 1-1/2 JIC Male > 0° > 1-1/2 ORB Male ST-DK™
AQ-SC.MJ24.Z.MB24.S.DU Bekijk product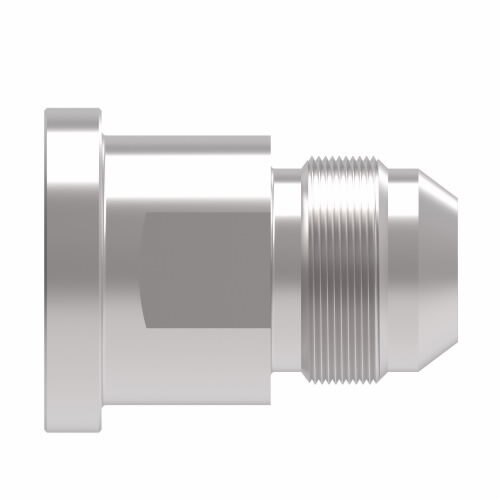
Aeroquip® Adapter 1-1/2 JIC Male > 0° > 1-1/4 Code 61 Flange ST-DK™
AQ-SC.MJ24.Z.FL20.S.DU Bekijk productHydrauliek groothandel sinds 1956
PowerFlex is al zestig jaar de groothandel op het gebied van flexibele hydrauliek en pneumatiek oplossingen. De kracht van Powerflex ligt in flexibele, technische en op maat gemaakte oplossingen.
Wij assembleren en leveren alle denkbare producten die nodig zijn voor het veilig transporteren van gassen en/of vloeistoffen via een flexibele aansluiting. Ook wel ‘poort tot poort’ of ‘end-to-end’ genoemd. De klantwens staat altijd centraal in onze adviezen en ondersteuning.
Kunnen wij voor u ook het verschil maken? Neem gerust contact met ons op, het team staat voor u
klaar.

PowerFlex is al zestig jaar de groothandel op het gebied van flexibele hydrauliek en pneumatiek oplossingen. De kracht van Powerflex ligt in flexibele, technische en op maat gemaakte oplossingen.
Wij assembleren en leveren alle denkbare producten die nodig zijn voor het veilig transporteren van gassen en/of vloeistoffen via een flexibele aansluiting. Ook wel ‘poort tot poort’ of ‘end-to-end’ genoemd. De klantwens staat altijd centraal in onze adviezen en ondersteuning.
Kunnen wij voor u ook het verschil maken? Neem gerust contact met ons op, het team staat voor u
klaar.
Flexibele Oplossingen

Maatwerk
U kunt bij ons terecht voor praktisch alles rondom hydrauliek en pneumatiek. Onze zeer deskundige medewerkers voorzien u graag van advies en staan klaar om u te helpen met maatwerk oplossingen.

Onderhoud Services
Onze servicespecialisten ontzorgen u bij herstel -en onderhoudswerkzaamheden. Dit kan zowel in de fabriek alsook in de werkplaats of zelfs onderweg. Door onze jarenlange ervaring zijn wij dé flexibele onderhoudsschakel voor al uw (hydraulische) slangen en koppelingen.

Trainingen
Powerflex organiseert regelmatig trainingen op het gebied van veilig werken met hydrauliekslangen en –componenten. Hiermee wordt bewustzijn gecreëerd van de risico’s die voorkomen tijdens het werken met hydrauliek.
